
Errore nel formato dell'e-mail
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



Di quale strumento ho bisogno per la mia parte del cast da morire?
Ti invitiamo a contattarci oggi per discutere del tuo progetto e imparare come possiamo ottimizzare i costi e la qualità del tuo progetto di casting.
Tutti i disegni di fusione sono unici e richiedono strumenti personalizzati per produrre la parte. La complessità e le dimensioni degli strumenti sono spesso sorprendenti per coloro che non hanno familiarità con il processo. In questo articolo, esamineremo i pezzi degli strumenti necessari per produrre un fusione di stampo ad alta pressione.
Di quale strumento ho bisogno?
Ogni casting richiede un datto del cast e un dado di rifinitura. Saranno inoltre richiesti apparecchi CNC personalizzati se verranno eseguite operazioni di lavorazione.
Muore il cast muore
Cast da dado ad alta pressioneLe stampi sono stampi in acciaio pesante progettati per lanciare alluminio o zinco ad alta pressione.
Un dado da dado ha due metà, la copertina e l'espulsore.
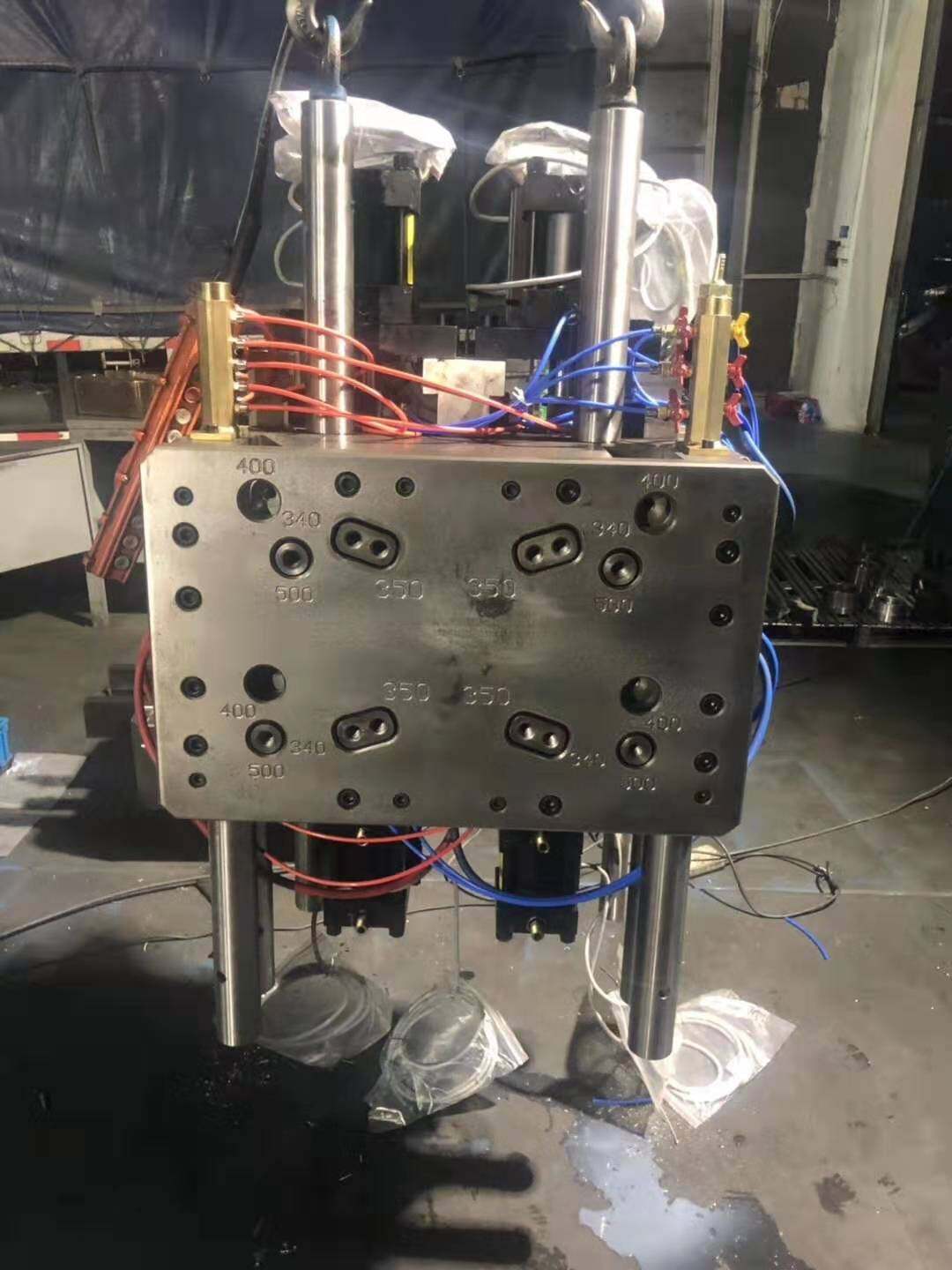
La matrice di copertura può essere identificata dal foro di tiro in cui viene inserita la camera fredda (manica del tiro).
L'eiettore contiene il corridore e i perni di espulsore in movimento che spogliano il casting dal dado. Il dado di espulsore è progettato per estrarre la fusione dalla metà del coperchio quando si apre la macchina. La faccia della fusione con caratteristiche come core, scivoli e salvatrici di metallo è in genere collocato nella metà di espulsione. Ciò provoca la riduzione del casting sull'eiettore con più forza della copertura e consente di essere spogliato dalla metà del coperchio quando la macchina si apre.
La cavità del dado è la parte di lavoro del dado che forma il casting. La cavità del dado è realizzata in acciaio per utensili H-13 ad alta qualità, trattata con calore che può resistere alle alte velocità, alla temperatura e alla pressione del processo di fusione.
La cavità include anche il corridore, gli overflow e il sistema di sfiato per trasportare il metallo fuso dalla manica a scatto alla cavità del dado. Il corretto design di gate e ventilazione è fondamentale per produrre casting di qualità.
La cavità del dado è tenuta in atto dal blocco del titolare. Il blocco del supporto è lavorato in acciaio 4140 perché non sarà esposto al metallo fuso. Il blocco del supporto ospita anche i perni di allineamento e le boccole per garantire che le cavità di copertura e espulsore siano perfettamente abbinate. I componenti della diapositiva mobile come cilindri idraulici e camme meccaniche sono anche alloggiati nel blocco del supporto.
Le diapositive in movimento vengono utilizzate quando un design di colata ha caratteristiche interne perpendicolari alla linea di separazione. Le diapositive si muovono in posizione durante l'iniezione del metallo e quindi si ritraggono prima che la parte venga espulsa dal dado. Le vetrini possono muoversi meccanicamente con camme o con cilindri idraulici.
Le stampi possono essere progettate per produrre un'unica parte o più cavità contemporaneamente.
Spesso possono essere prodotti piccoli e semplici getti utilizzando sedi unitarie. Gli stampi delle unità sono piccoli stampi economici che sono collocati in un supporto unitario standard. L'unità muore contengono la cavità, lo sfiato e una parte del sistema di corridore. I clienti acquistano e possiedono l'unità muore, mentre l'incantatore di die in genere possiede il titolare dell'unità. Alcune cali di unità di dimensioni standard sono 10 "x 12", 12 "x 14" e 15 "x 18". Gli stampi delle unità possono essere fabbricati per una frazione di un costo come dado indipendente perché stai essenzialmente acquistando la parte della cavità del dado.
Trim muore
Figura 12 parti e porte del fust e cancelli che richiedono il taglio
Quando un casting viene rimosso dal dado, è attaccato al corridore, all'overflow e al sistema di sfiato. Ci saranno anche un po 'di flash attorno alla linea di separazione e coprendo fori nudi. Il flash si verifica quando il metallo fuso si stringe fuori dalla cavità. Questo materiale in eccesso deve essere rimosso prima che la fusione possa essere ulteriormente elaborata. Ciò si ottiene con i dado di rivestimento personalizzati.
Un dado di rifinitura viene utilizzato per tosare il corridore e traboccare dal casting e fori aperti a pugni. Le stampi di rivestimento sono posizionate in presse idrauliche verticali, in genere 30-100 tonnellate. Come i muore di fusione, le matrici di rifinitura possono essere molto semplici ed economiche, ma può anche diventare complicato dai pugni in movimento.
La parte inferiore della matrice di rivestimento contiene i nidi. I nidi mantengono e supportano in modo sicuro il casting durante il taglio per assicurarsi che non sia distorto. La parte superiore della matrice di rivestimento contiene le cesoie. Le cesoie rimuovono cancelli e traboccanti mentre i pugni apriranno fori alimentare. Le molle e gli shock di azoto vengono utilizzati per rimuovere la fusione dalle cesoie una volta completato il taglio.
Fidutri di lavorazione a CNC
Figura 15 Fun di lavorazione CNC orizzontale
Gli apparecchi appositamente progettati sono necessari per trattenere la fusione quando sono necessarie fresature e tocco CNC. Gli apparecchi sono progettati per contenere in modo sicuro la fusione consentendo l'accesso a tutte le funzionalità che richiedono la lavorazione. I getti sono fissati usando morsetti meccanici o con cilindri idraulici.
I getti che richiedono l'accensione di un tornio CNC richiederanno anche mascelle speciali, ma in genere sono meno complessi e costosi di quelli per i mulini CNC.
Abbiamo una grande varietà di attrezzature CNC per tutti i tipi di lavorazione e produzione di qualsiasi dimensione. Lavoreremo con uno dei nostri fornitori di dispositivi per progettare una soluzione economica per le tue esigenze di lavorazione.
La complessità e il costo degli utensili da ghisa possono sembrare scoraggianti. Valuteremo le tue esigenze e presenteremo un preventivo completo degli strumenti per il tuo progetto. Lavoreremo quindi con uno dei nostri fornitori di strumenti e morire esperti per progettare e costruire strumenti personalizzati dei nostri clienti.