
Errore nel formato dell'e-mail
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



Stampo da morire (camera fredda)
Stampo da morire (camera fredda)
1. Di quali parti sono composte il dado?
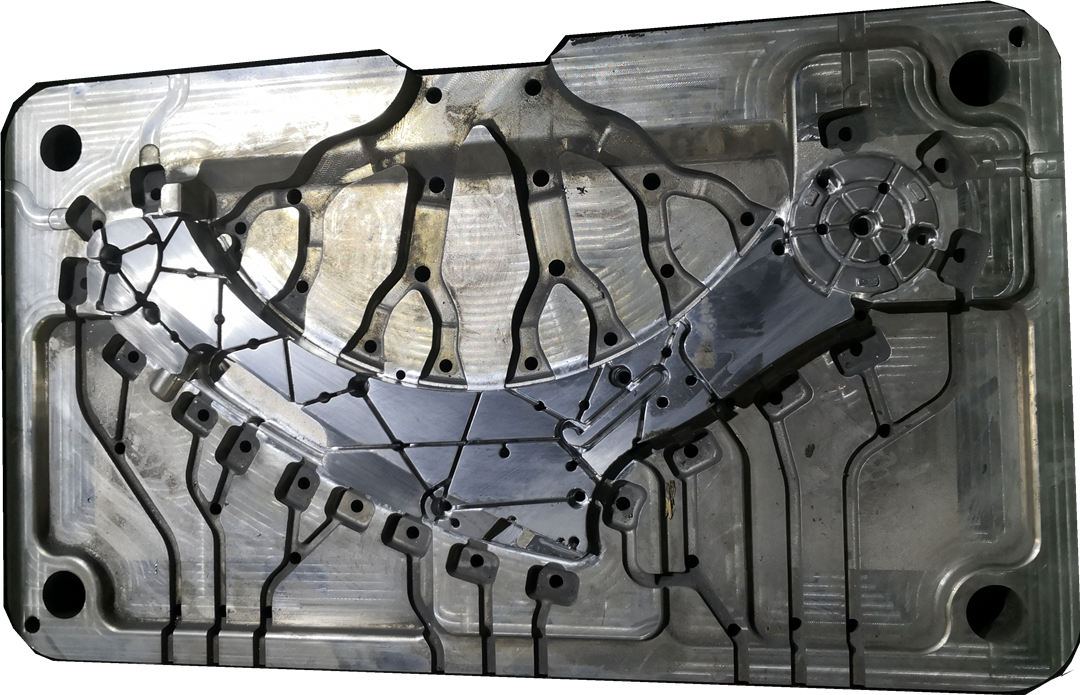
A: La struttura dello stampo di fustella può essere divisa nelle seguenti parti secondo le sue funzioni: (Figura sotto)
(1) Formazione di parte (mobile spostamento, formazione di inserto, core, ecc.)
(2) parte mFrame (splint da stampo mobile, piastra AB, staffa e piede)
(3) Sistema di bypass (copertina di uscita, cono di diversione, canale di versamento trasversale e sfiato di ingresso)
(4) Sistema di scarico di overflow (serbatoio di overflow, serbatoio di scarico a vapore)
(5) Meccanismo di top out (contropane, piastra di fissaggio contropana, top out la piastra, asta di ripristino)
(6) Parti di guida (colonna guida, manica guida, colonna guida centrale, manica della guida centrale)
(7) Meccanismo di estrazione del nucleo (cursore di estrazione del core, colonna di guida inclinata, blocco compatto, molla, ecc.)
(8) Altro (sistema di raffreddamento, sistema di riscaldamento, colonna di rinforzo, ecc.)
2. Quale materiale è causato dallo stampo da fusteo?
A: Il nostro stampo da cuscinetto è realizzato principalmente con i seguenti prodotti in acciaio:
(1) H13 (acciaio resistente al calore) come nucleo anteriore e posteriore, nucleo di pompaggio, copertura per versare, cono di diversione, ecc.)
(2) 45 # acciaio (come a, piastra b, cursore, colonna di guida inclinata, ecc.)
(3) T8, T10 (colonna di guida, manica guida, jacking, asta di ripristino, ecc.)
(4) A3 in acciaio (stecche anteriori e posteriori, vassoio, piastra a perno, piede, ecc.)
3. Qual è la durezza del trattamento termico del nucleo da dado da gambo? Quali sono le conseguenze dell'essere troppo morbidi e troppo difficili?
A: La massima durezza del trattamento termico del nucleo sta: HRC45 ~ 48. Il trattamento è troppo morbido (inferiore a HRC43), il nucleo da dapi è facile da collassare, deformazione e adesivo; Se il trattamento è troppo difficile (più alto di HRC50), il nucleo di data è facile da rompere e alcune parti raggiungeranno HRC58-60 dopo nitruro, (ad esempio, versare copertura, inserti, ecc.).
4. Quali sono i fattori considerati nello stampo di fusione quando si sceglie una machine di fusione?
Risposta: (1) Installazione del dado (i. E., se questa machine per fusione può essere installata con questo stampo è correlato alla distanza della barra interna e alla posizione della colonna Corolin);
(2) quantità di versamento del liquido metallico (se la capacità della camera di pressa di fusione è sufficiente);
(3) forza di stampaggio (quando viene regolata la pressione specifica ragionevole, la forza di stampaggio è sufficiente per bloccare lo stampo);
(4) pressione specifica per pressione (garantendo la qualità delle parti di fusione);
(5) Apri il viaggio in modalità (può eliminare il prodotto).